Current process
20h
Draining at 10°, 15°C — production bottleneck
Optimised target
4.6h
At 20°, 40°C — fully achievable with existing plugs
Mannesmann Precision Tubes (Salzgitter Group) manufactures seamless precision steel tubes for oil & gas, automotive, and hydraulics. After each oil bath treatment, tube bundles must drain completely before packing and shipping.
The current process takes 20 hours. The engineering brief: get it under 8 hours while keeping the process economically viable.

Why draining is slow
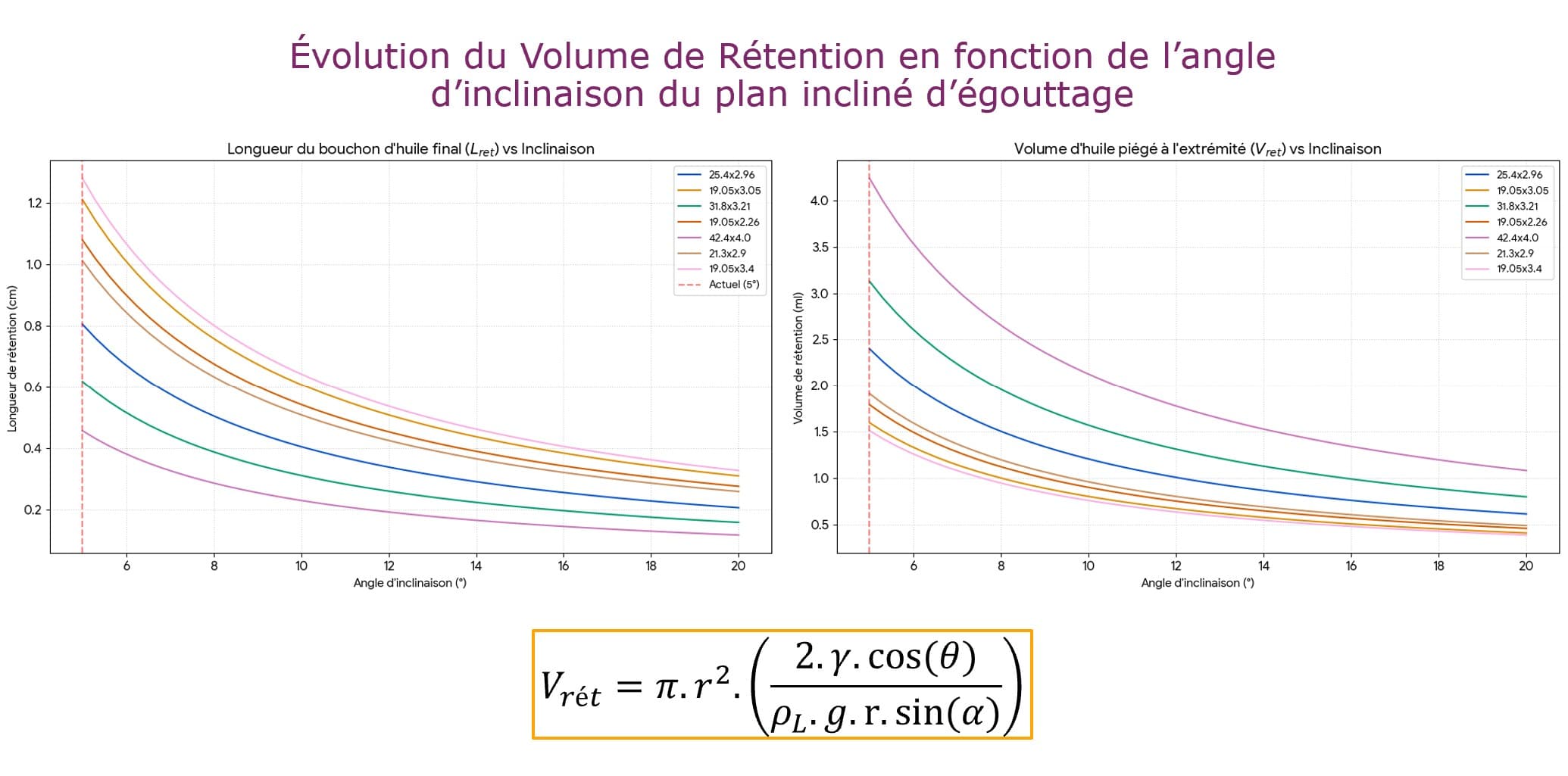
Tube bundles are hexagonally packed. When plugs seal both tube ends (required during the oil bath), residual oil is trapped inside by surface tension and capillary effects. The plug geometry, oil viscosity, inclination angle, and temperature all interact.
Factory visit — understanding the real constraints
On-site observation of the complete treatment line: oil bath immersion, extraction, draining racks, handling equipment. The constraints came from watching the process, not reading a spec sheet.
Physics of the problem
Capillary forces and oil viscosity are the primary resistors. Gravity-driven flow in an inclined tube is the mechanism. Temperature and angle are the two levers.
Solution 1 — Contact plate (ajourée)
A plate sits directly against the plug face, with apertures cut between plug positions. Plugs remain in relief — their heads protrude through the plate openings, maintaining the seal. Oil drains through the gaps via the apertures.
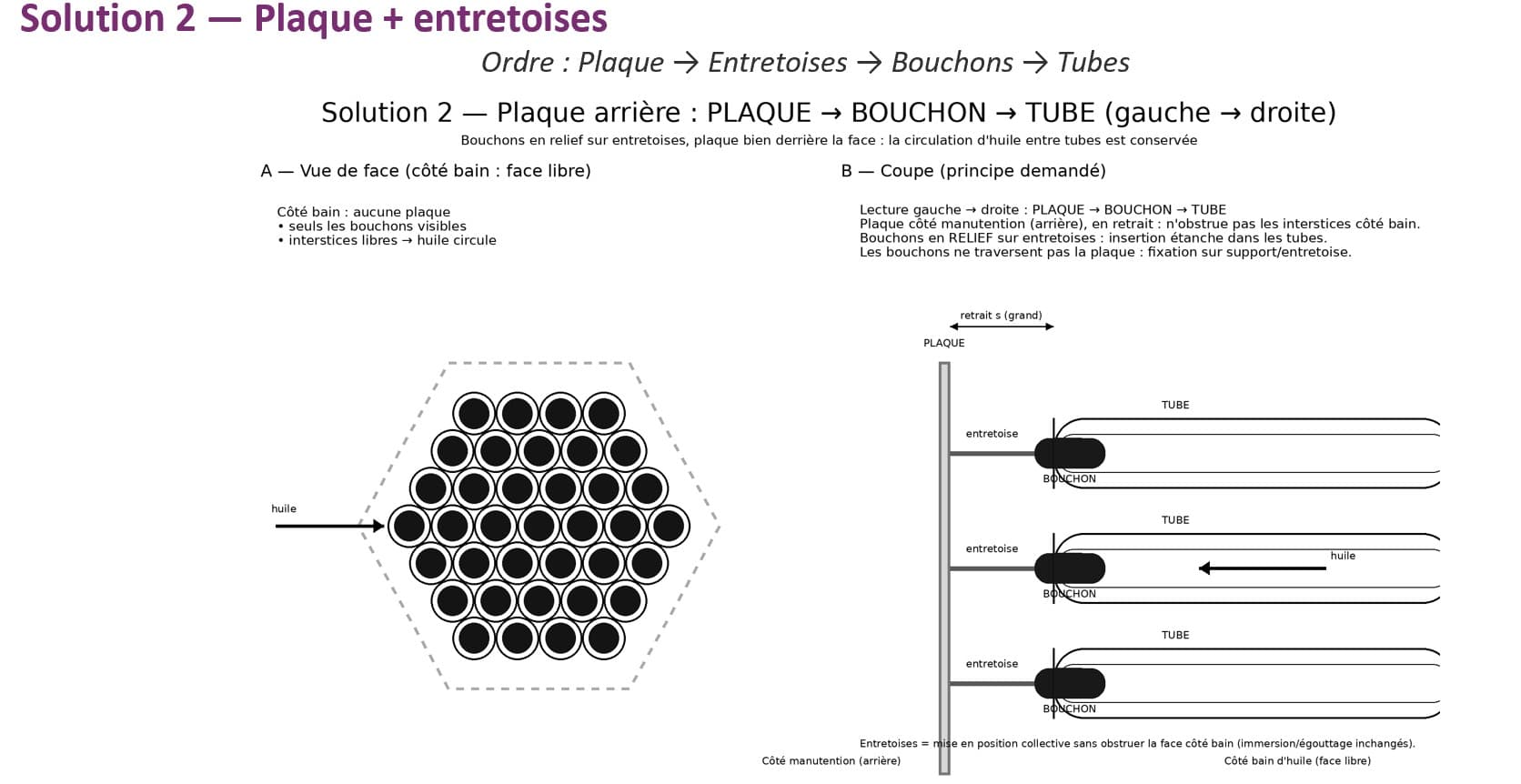
Solution 2 — Spacer plate
The plate is mounted set-back from the tube face on spacers. The tube face is completely free — oil drains unobstructed from both sides. Slightly more complex assembly, significantly better drainage path.
Multi-variable optimization
Draining time modelled as a function of angle and temperature using fluid dynamics approximations. Inclination has a stronger effect than temperature in the useful range — steeper rack + mild heating achieves the target.
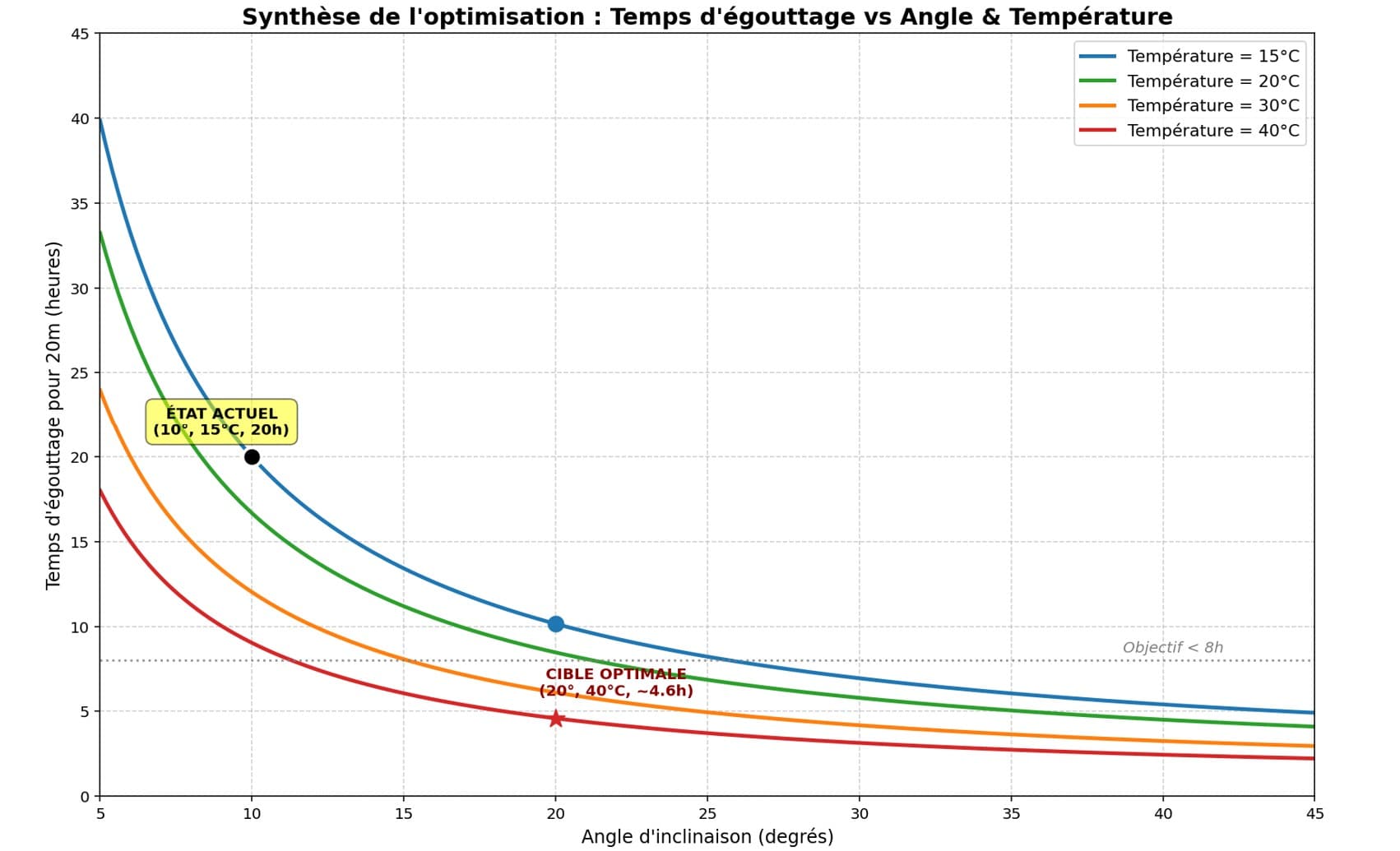
Inclination angle matters more than temperature in the useful range. A steeper rack beats heating the bath — and it costs less to implement.
The two solutions compared
Solution 1 — Contact plate
Simpler geometry, standard plugs. But requires precise aperture alignment with plug spacing. Good drainage from top side only.
Solution 2 — Spacer plate
Tube face completely free — unobstructed drainage from bath side. Slightly more complex assembly but significantly better flow path. Recommended for production.
What this demonstrates
This project is about reading a real industrial problem and identifying which physical variables actually drive the outcome. The 20-hour draining time is not a design choice — it's the result of unconstrained defaults (low angle, room temperature). A modest steepening of the rack combined with a heated draining bay achieves the target without touching the plug system. The engineering value is in the model that quantifies the trade-off, and in the on-site observation that revealed which variables were actually adjustable.